 跳到内容
跳到内容 

轴承制造厂进行了哪些类型的检验?
轴承是机械设备中的关键部件,需要进行精确的检测以确保其可靠性和性能。以下是轴承制造中常用的主要检测方法:
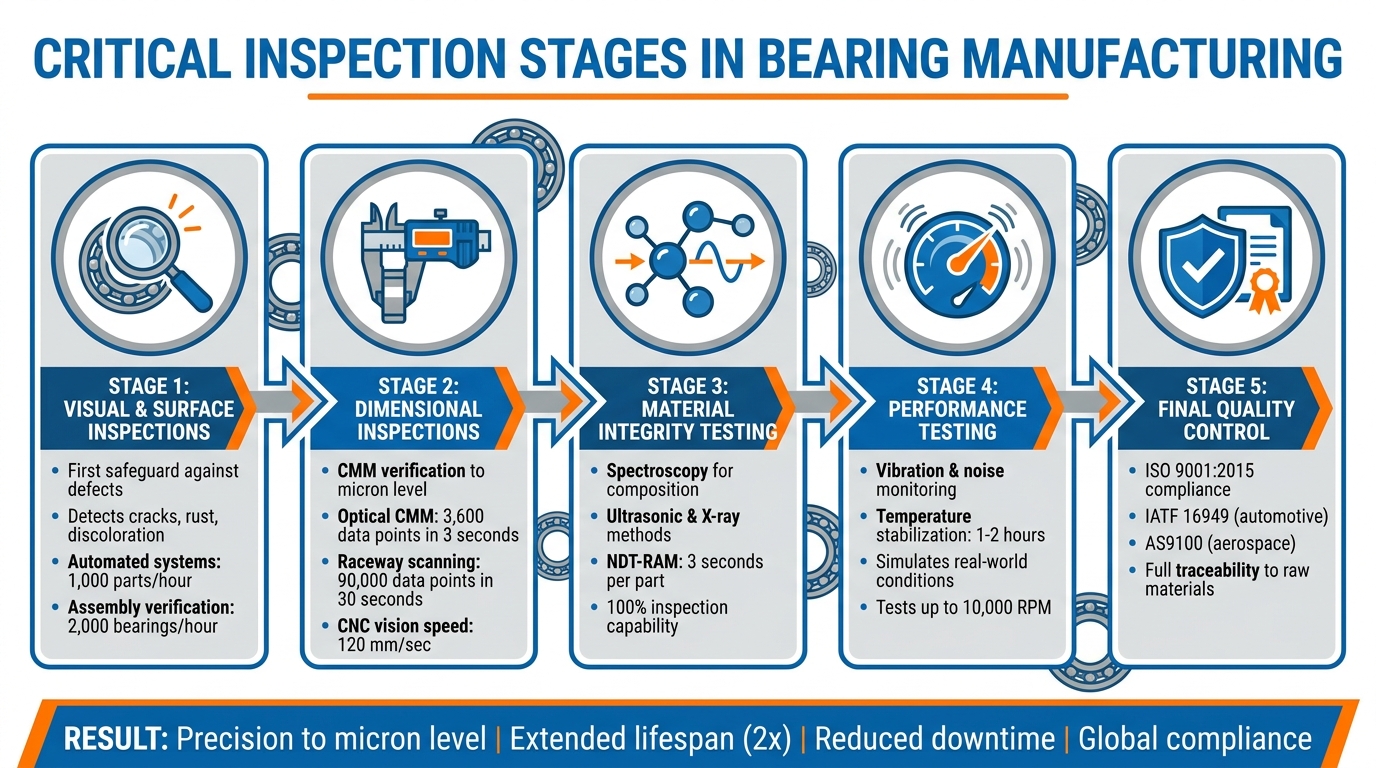
- 目视和表面检查检测表面缺陷,例如裂纹、锈蚀或变色。自动化系统和人工检查共同确保表面质量和正确装配。
- 尺寸检查坐标测量机 (CMM) 等工具能够以极高的精度验证尺寸、圆度和表面纹理,精度通常可达微米级。
- 材料完整性光谱学和无损检测(例如超声波和 X 射线方法)可以确认材料成分并检测内部缺陷。
- 性能测试模拟运行条件,测试振动、噪声水平、温度稳定性和润滑效率。
- 合规性和最终质量控制确保遵守国际标准,例如 ISO 9001:2015 和 IATF 16949在生产的每个阶段都进行彻底的评估。
这些检测确保轴承满足汽车、航空航天和工业机械等行业的严格要求。通过确保精度和耐用性,制造商可以节省成本、减少停机时间并交付可靠的产品。
轴承制造质量控制中的5个关键检验阶段
轴承的制造过程:测试程序
目视和表面检查
目视检查的作用在于 第一道防线 防止有缺陷的轴承流入生产线或交付给客户。这些检查有助于识别可能影响性能的表面问题,例如裂纹、剥落、锈蚀、划痕或热变色。任何出现这些迹象的轴承都会立即被剔除。这一步骤为后续更深入的检查奠定了基础。
检测表面缺陷
这个过程开始于 彻底清洁轴承需用轻质油或煤油清洗,以去除残留的润滑剂或碎屑,防止其掩盖潜在的缺陷。
对于较小的轴承,检验员会手动旋转外圈,通过声音和触感来检测异常情况。较大的轴承无法手动旋转,因此需要仔细检查滚动体、滚道表面和保持架是否存在缺陷。自动化系统也发挥着关键作用——摄像头可以以每小时约 1,000 个零件的速度测量圆度偏差,而集成的 X 射线系统则确保所有部件(例如滚珠)齐全。即使缺少一个部件,系统也会自动判定为不合格。
检查工艺质量
目视检查不仅限于表面缺陷,更着重于确保正确装配。检查员会确认所有部件——滚珠、滚道、隔板和铆钉——均符合设计规范。他们会检查铆钉是否牢固,并检查保持架是否有磨损迹象。先进的精密传感器如今能够以高达 1000 的速度进行装配验证。 每小时 2,000 个轴承在不减慢生产速度的前提下,保证产品质量。
尺寸和测量检验
轴承经目视检查后,将进行以下检查 尺寸验证对于航空航天和汽车系统等对精度要求极高的应用领域而言,尺寸检测至关重要。在这些高应力环境下,即使是亚微米级的微小偏差也会影响性能。尺寸检测确保每个轴承的直径、宽度、圆度和表面质量都完全符合规格要求。
验证尺寸精度
坐标测量机(CMM) 这些设备在确保尺寸精度方面发挥着关键作用。它们能够确认轴承的尺寸、形状乃至复杂几何形状均符合精确要求。对于更大或更重的部件,桥式三坐标测量机能够在不牺牲精度的前提下应对更大的尺寸。
光学三坐标测量机采用非接触式测量方法,避免了接触式探针可能造成的划痕风险。例如,标准的圆度扫描可以捕捉到圆的形状。 仅用 3 秒就采集了 3,600 个数据点同时,螺旋扫描策略也用于轴承滚道。 短短 30 多秒内采集了 90,000 万个数据点这种精细程度和速度有助于制造商发现传统方法可能忽略的缺陷。
其他先进工具包括激光系统和数字比较仪,例如: Starrett HDV250能够提供高精度测量结果。同样,CNC视觉系统,例如…… Starrett AVR400 达到以下速度 120 mm/sec提供快速、精准的检测服务。2025年12月, 森林城装备 通过增加一项功能,扩展了其能力 卡普·奈尔斯 KNM 4X 分析测量机。这一新增设备使得对直径达 450 毫米、重量达 500 公斤的高精度工件和齿轮进行检测成为可能,同时提高了检测速度和稳定性。
一旦尺寸精度得到确认,重点就转移到评估表面纹理和硬度上。
表面光洁度和硬度测试
表面光洁度对轴承的摩擦和润滑性能起着至关重要的作用。诸如此类的工具 轮廓测量法 和 原子力显微镜(AFM) 以极高的精度检测表面粗糙度。便携式仪器,例如 三丰 SJ-220便于在生产的各个阶段检查表面质量。
洛氏硬度测试 验证热处理工艺是否达到了所需的材料耐久性。 轴承直销 强调了这一步骤的重要性,并指出: “热处理对于获得所需的硬度和耐久性至关重要。洛氏硬度测试和超声波技术证实了该工艺的有效性。”超声波检测方法是对传统检测方法的补充,它能在不造成损坏的情况下提供额外的材料完整性保证。
在彻底检查了尺寸精度、表面质量和硬度之后,下一阶段的检验重点是材料完整性和功能性能。
材料完整性和无损检测
在检查完外部尺寸和表面质量之后,制造商的下一步就是进行更深入的检查——字面意义上的深入。内部评估的重点是验证材料的内部结构,以发现外观或尺寸测试可能遗漏的任何缺陷。
验证材料成分
该流程的首要步骤之一是验证原材料(例如钢、陶瓷或聚合物)的化学成分。光谱分析在此过程中发挥着至关重要的作用,确保每批产品都符合冶金标准,避免代价高昂的错误。它还有助于实现可追溯性,这在制造业中至关重要。通过将每个成品轴承追溯到其原始材料来源,制造商可以在整个生产过程中保持清晰的责任链。
对材料成分的关注为下一阶段奠定了坚实的基础:稳健的无损检测。
无损检测方法
一旦材料成分检测合格,接下来将采用无损检测 (NDT) 方法来确保部件的内部完整性。超声波检测和磁粉检测等技术是业内检测隐蔽缺陷的常用方法。正如 Bearings Direct 所解释的那样, “无损检测方法,例如超声波检测和磁粉检测,用于定位内部缺陷,而不会损坏产品。”这些方法对于在高负载或高温环境下使用的轴承尤为重要。
另一种出色的技术是共振声学检测法(NDT-RAM),通常被称为“敲击测试”。该方法通过分析轴承滚道的声学特征来评估其性能。它能高效地识别热处理不一致、裂纹以及制造缺陷(例如缺少倒角或表面未打磨)等问题。令人印象深刻的是,NDT-RAM 系统仅需 3 秒即可检测单个零件,即使在大规模生产环境中也能实现 100% 的检测。
为了进一步确保可靠性,X射线分析可用于确认内部组件的完整性。例如,它可以在无需拆卸的情况下验证轴承座内的所有滚珠是否都在。
这些综合检查为下一阶段奠定了基础:性能测试,以确保轴承能够提供可靠的长期运行。
sbb-itb-d28dc3f
性能和功能测试
轴承材料完整性确认无误后,下一步便是性能测试。此阶段旨在模拟实际工况,确保轴承能够可靠地承受运行应力。
振动和噪声水平测试
为了检测诸如不对中、润滑不良或污染等问题,技术人员会使用振动监测工具和噪声定位器。这些工具可以帮助识别异常声音或金属噪音,这些声音可能预示着问题。通过分析频谱特征,技术人员可以精确定位机械松动——通常表现为以 1×RPM 谐波为主的谐波以及更高次谐波。
一种出色的问题诊断方法是 断电衰减测试这种方法检测断电瞬间的振动模式。机械问题(例如松动)在滑行过程中会持续存在,而电气问题则会立即消失。对于角接触球轴承,在此测试中施加推力载荷有助于避免松动读数出现偏差。
对于小型机器,安装后进行手动旋转测试可以在通电前发现卡滞、扭矩不均或其他可见缺陷。然而,大型机器则需要更循序渐进的过程。首先空载运行,然后缓慢增加转速和负载,同时仔细观察是否有异常噪音或温度骤升。
完成振动分析后,技术人员会继续检查温度和润滑情况,以确认轴承的整体性能。
温度和润滑分析
温度监测在功能测试中起着关键作用。轴承的温度通常会在 1-2 小时内趋于稳定。为了获得最精确的读数,技术人员会直接通过油孔测量外圈温度,而不是依赖轴承外壳表面的温度。
配备闭环控制系统的先进测试台可确保精确测量油流量和温度。这些系统会根据油温读数调节热交换器风扇或泵电机等部件,从而创建模拟实际工况的受控环境。完成这些测试通常需要一天左右的时间。
在此过程中,技术人员会密切关注润滑油泄漏、污染或高速运转时润滑系统效率低下等迹象。温度突然或异常升高通常表明存在润滑过度、间隙不足或安装不当等问题。
最终质量控制和合规性
质量控制的最后阶段整合了之前所有尺寸、材料和性能测试的数据,以确保轴承完美无瑕。性能测试完成后,所有检验结果都会被纳入统一的质量控制框架。这一步骤确保出厂的每个轴承都符合客户期望和国际标准。
ISO 9001:2015 合规
ISO 9001:2015 是全球公认的轴承制造质量管理标准。它着重强调七项关键原则:客户至上、领导力、全员参与、流程驱动、持续改进、循证决策和关系管理。太平洋国际轴承销售公司创始人兼首席执行官凯文·斯威尼强调了其重要性:
“ISO 9001:2015 是全球质量管理体系 (QMS) 的基准。它提供了一个结构化的框架,以确保产品的一致性、运营效率和客户满意度。”
该框架强调可追溯性,将每个轴承与其原材料、生产批次和检验记录关联起来。采用坐标测量机 (CMM)、激光测微仪和轮廓仪等先进工具,确保最终尺寸和表面光洁度达到微米级精度。在一些特殊行业,还需遵守其他标准。 IATF 16949 常用于汽车制造,而航空航天轴承则遵循更严格的标准。 AS9100 要求。
过程检验和最终检验
质量保证贯穿生产的每个阶段,而不仅仅是最后阶段。例如,在2025年1月, 哈特福德科技公司 该公司在康涅狄格州和上海的工厂展现了积极主动的管理方式。他们的系统包括以每小时 1,000 个滚道的速度测量圆度偏差,以每小时 2,000 个轴承的速度验证组件是否存在,并利用在线 X 射线技术确认滚珠数量——所有这些都确保了 100% 的合规性。这些流程符合 IATF 16949 和 ISO 9001 标准,满足了汽车和工业大批量生产项目的需求。
哈特福德科技公司也通过其先进产品质量策划(APQP)流程体现了现代质量控制的典范。正如该公司所解释的:
“哈特福德先进产品质量规划流程……体现的是缺陷预防和持续改进的理念,而不是缺陷检测。”
为了确保可靠性,最终的质量控制阶段包括全面的外观和功能评估。发货前,技术人员会检查滚道、外表面、保持架磨损情况以及内部间隙,以确认轴承符合所有规格。自动化系统通过整合实时数据进一步强化了这一流程,在不合格部件进入后续工序之前将其剔除。这道最终检验工序起到了决定性作用,确保交付给客户的轴承完全符合标准。
结语
轴承检测涵盖从原材料分析到最终评估的每个阶段。每种检测方法——无论是光谱分析还是超声波检测——都建立在先前的质量检查之上,以确保最佳性能,并将公差控制在微米级。 量规弹匣 恰如其分地概括了这一点:
“精密滚珠轴承是现代工业中默默无闻的英雄,它们使从航空航天系统到医疗设备等各种产品都能以微观精度运行。”
经过技术检验后,轴承会根据不同行业的独特需求进行定制。例如,在汽车行业,轴承故障会导致转向失灵或意外抛锚等重大安全问题,因此必须进行彻底的检验。在航空航天应用中,轴承必须能够承受高重力加速度和极端温度等极端条件,且不能损坏其完整性。同时,工业机械的转速通常高达每分钟 10,000 转,因此需要轴承即使在连续高速运转下也能保持精确的尺寸。
提高轴承表面光洁度可以显著延长其使用寿命,甚至可能使其使用寿命翻倍,同时减少停机时间和维护成本。符合 ISO 9001:2015、IATF 16949 和 AS9100 等标准,可确保制造商提供始终如一的高质量产品,并保持在全球市场竞争所需的可追溯性。
最终,这些检测使制造商和最终用户都受益。制造商可以减少缺陷产品,提高运营效率,而消费者则可以获得更可靠、更耐用的零部件。这种一体化的方法确保了检测的每个阶段都有助于构建质量体系,从而保障高精度轴承的性能和可靠性。
常见问题
哪些轴承检查对于防止早期失效最为关键?
为避免轴承早期失效,关键检查项目包括:
- 尺寸检查确保轴承正确安装在轴承座或组件中。
- 表面光洁度分析检查表面质量是否合适,以最大限度地减少摩擦和磨损。
- 材料完整性测试:验证轴承材料的强度和耐久性。
- 残余润滑油状况评估确认润滑油状况良好且足以保证正常运转。
- 绩效评估:测试轴承以确保其按预期运行。
这些检查在最大限度地减少过早失效的可能性和确保性能稳定方面发挥着至关重要的作用。
工厂如何在不拆开零件的情况下检查轴承内部缺陷?
工厂依赖 无损检测方法 在不损坏部件的前提下,识别轴承内部缺陷。超声波检测、涡流检测和共振检测等技术能够在保持部件完好无损的情况下分析内部结构并检测缺陷。
ISO 9001 和 IATF 16949 对轴承质量控制究竟有哪些改变?
ISO 9001 提供了一个全面的质量管理框架,强调流程效率和持续改进。IATF 16949 更进一步,增加了更严格的、以汽车行业为中心的标准,例如先进的缺陷预防和更严格的供应商监管。这些标准的结合有助于确保轴承质量控制的更高准确性和可靠性,从而满足汽车行业的严苛要求。


