

What kind of inspections were executed in a bearing manufacturing factory
Bearings are critical components in machinery, requiring precise inspections to ensure reliability and performance. Here's a breakdown of the key inspection methods used in bearing manufacturing:
- Visual and Surface Inspections: Detect surface defects like cracks, rust, or discoloration. Automated systems and manual checks ensure surface quality and proper assembly.
- Dimensional Inspections: Tools like Coordinate Measuring Machines (CMM) verify dimensions, roundness, and surface texture with extreme accuracy, often down to the micron level.
- Material Integrity: Spectroscopy and non-destructive testing (e.g., ultrasonic and X-ray methods) confirm material composition and detect internal flaws.
- Performance Testing: Simulates operating conditions to test vibration, noise levels, temperature stability, and lubrication efficiency.
- Compliance and Final Quality Control: Ensures adherence to international standards like ISO 9001:2015 and IATF 16949, with thorough evaluations at every stage of production.
These inspections guarantee that bearings meet rigorous demands across industries like automotive, aerospace, and industrial machinery. By ensuring precision and durability, manufacturers save costs, reduce downtime, and deliver reliable products.
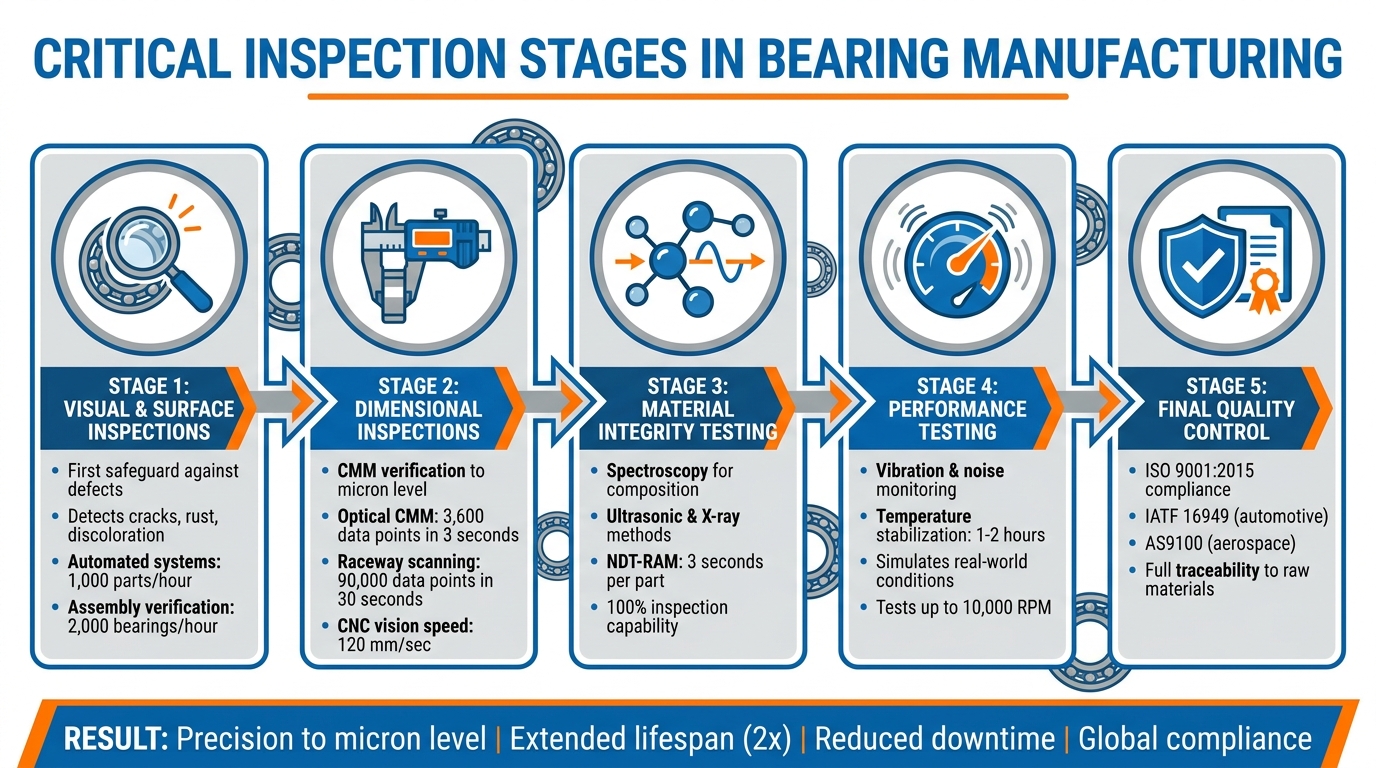
5 Critical Inspection Stages in Bearing Manufacturing Quality Control
How bearings are made: testing procedures
Visual and Surface Inspections
Visual inspections act as the first safeguard against defective bearings making their way into production or reaching customers. These checks help identify surface-level issues - such as cracks, flaking, rust, scoring, or heat discoloration - that could impact performance. Any bearing showing these signs is immediately rejected. This step lays the groundwork for more in-depth inspections later in the process.
Detecting Surface Defects
The process begins with thorough cleaning. Bearings are washed in light oil or kerosene to remove any leftover lubricants or debris that might obscure potential flaws.
For smaller bearings, inspectors manually rotate the outer ring, using sound and touch to detect irregularities. Larger bearings, which can’t be rotated by hand, are carefully examined for defects on rolling elements, raceway surfaces, and cages. Automated systems also play a key role - cameras can measure out-of-roundness at a rate of about 1,000 parts per hour, while integrated X-ray systems ensure all components, such as balls, are present. If even one component is missing, the system triggers an automatic rejection.
Checking Workmanship Quality
Visual inspections go beyond surface flaws to ensure proper assembly. Inspectors confirm that all parts - balls, races, separators, and rivets - meet design specifications. They check for securely fastened rivets and examine cages for signs of wear. Advanced precision sensors now enable assembly verification at speeds of up to 2,000 bearings per hour, ensuring production quality without slowing down operations.
Dimensional and Measurement Inspections
After passing visual checks, bearings undergo dimensional verification, a critical step for applications like aerospace and automotive systems where precision is non-negotiable. In these high-stress environments, even the smallest deviations - down to sub-micron levels - can affect performance. Dimensional inspections ensure that every bearing aligns perfectly with its specifications for diameter, width, roundness, and surface quality.
Verifying Dimensional Accuracy
Coordinate Measuring Machines (CMM) play a key role in ensuring dimensional accuracy. These machines confirm that bearings meet exact requirements for size, shape, and even intricate geometries. For larger or heavier components, bridge-type CMMs handle the added scale without sacrificing precision.
Optical CMMs offer a non-contact approach, avoiding the risk of scratches caused by contact probes. For example, a standard circle scan for roundness can capture 3,600 data points in just 3 seconds, while spiral scanning strategies for bearing raceways gather 90,000 data points in just over 30 seconds. This level of detail and speed helps manufacturers detect flaws that traditional methods might overlook.
Other advanced tools include laser systems and digital comparators like the Starrett HDV250, which deliver highly accurate measurements. Similarly, CNC vision systems such as the Starrett AVR400 achieve speeds of 120 mm/sec, providing fast and precise inspections. In December 2025, Forest City Gear expanded its capabilities by adding a Kapp Niles KNM 4X analytical measuring machine. This addition enabled the inspection of high-precision workpieces and gears up to 450 mm in diameter and 500 kg, with improved speed and stability.
Once dimensional accuracy is confirmed, the focus shifts to evaluating surface texture and hardness.
Testing Surface Finish and Hardness
Surface finish plays a major role in determining how well a bearing manages friction and lubrication. Tools like profilometry and Atomic Force Microscopy (AFM) examine surface roughness with incredible precision. Portable instruments, such as the Mitutoyo SJ-220, make it easy to check surface quality at various stages of production.
Rockwell hardness testing verifies that the heat treatment process has achieved the required material durability. Bearings Direct emphasizes the importance of this step, stating, "Heat treatment is crucial for achieving the desired hardness and durability. Rockwell hardness testing and ultrasonic techniques confirm the effectiveness of this process". Ultrasonic methods complement traditional tests by providing additional assurance of material integrity without causing damage.
With dimensional accuracy, surface quality, and hardness thoroughly checked, the next phase of inspection focuses on material integrity and functional performance.
Material Integrity and Non-Destructive Testing
Once external dimensions and surface quality have been checked, the next step for manufacturers is to dig deeper - literally. Internal assessments focus on verifying the material’s internal structure to catch any flaws that visual or dimensional tests might have missed.
Validating Material Composition
One of the first steps in this process is verifying the chemical composition of raw materials like steel, ceramics, or polymers. Spectroscopy plays a crucial role here, ensuring that each batch meets metallurgical standards and avoids costly mistakes. It also supports traceability, which is critical in manufacturing. By linking every finished bearing back to its original material source, manufacturers maintain a clear chain of accountability throughout production.
This focus on material composition provides a solid foundation for the next stage: robust non-destructive testing.
Non-Destructive Testing Methods
Once the material composition checks out, non-destructive testing (NDT) methods take over to ensure the internal integrity of the components. Techniques like ultrasonic testing and magnetic particle inspection are industry staples for detecting hidden defects. As Bearings Direct explains, "NDT methods, such as ultrasonic testing, and magnetic particle inspection, are used to locate internal defects, without damaging the product". These methods are particularly crucial for bearings used in high-load or high-temperature environments.
Another standout technique is the Resonant Acoustic Method (NDT-RAM), often called "ping testing." This method evaluates bearing races by analyzing their acoustic signature. It’s highly effective at identifying issues like heat treatment inconsistencies, cracks, and manufacturing errors, such as missing chamfers or unground surfaces. Impressively, NDT-RAM systems can inspect individual parts in just 3 seconds, making it possible to perform 100% inspections even in large-scale production settings.
For added assurance, X-ray analysis steps in to confirm the integrity of internal components. For example, it can verify that all the balls are present inside a bearing’s housing without requiring disassembly.
These combined inspections lay the groundwork for the next phase: performance testing, which ensures the bearings will deliver reliable, long-term operation.
sbb-itb-d28dc3f
Performance and Functional Testing
Once the material integrity of bearings is confirmed, the next step is performance testing. This stage is all about simulating real-world conditions to ensure the bearings can handle operational stresses reliably.
Testing Vibration and Noise Levels
To detect issues like misalignment, poor lubrication, or contamination, technicians rely on vibration monitoring tools and noise locators. These tools help identify irregular sounds or metallic noises that could signal a problem. By analyzing spectral signatures, technicians can pinpoint mechanical looseness - often revealed by a dominant 1×RPM harmonic along with higher harmonics.
A standout method for diagnosing issues is power-off decay testing. This approach examines vibration patterns at the moment power is cut. Mechanical problems, like looseness, continue to show during coast-down, while electrical issues vanish immediately. For angular contact ball bearings, applying thrust loading during this test helps avoid false readings of looseness.
For smaller machines, a manual rotation test after mounting can uncover sticking, uneven torque, or other visible flaws before power is applied. Larger machines, however, require a more gradual process. Start with no load, then slowly increase speed and load while carefully monitoring for unusual noises or temperature spikes.
After completing vibration analysis, technicians move on to check temperature and lubrication to confirm the bearing's overall performance.
Analyzing Temperature and Lubrication
Temperature monitoring plays a key role during functional testing. Bearings typically stabilize their temperature within 1–2 hours. To get the most accurate readings, technicians measure the outer ring temperature directly through oil holes, rather than relying on the external housing surface.
Advanced test rigs with closed-loop control systems ensure precise oil flow and temperature measurements. These systems adjust components like heat exchanger fans or pump motors based on oil temperature readings, creating controlled environments that mimic real-world conditions. Completing these tests usually takes about a day.
Throughout this process, technicians keep an eye out for signs like lubricant leakage, contamination, or inefficiencies in the lubrication system at high speeds. A sudden or unusually high temperature increase often points to problems such as excessive lubrication, inadequate clearance, or improper mounting.
Final Quality Control and Compliance
The final phase of quality control brings together all the data from earlier dimensional, material, and performance tests to ensure the bearings are flawless. After completing performance testing, all inspection results are integrated into a unified quality control framework. This step ensures that every bearing leaving the factory aligns with both customer expectations and international standards.
ISO 9001:2015 Compliance
ISO 9001:2015 is recognized globally as the standard for quality management in bearing manufacturing. It focuses on seven key principles: customer focus, leadership, engagement of people, a process-driven approach, ongoing improvement, evidence-based decisions, and relationship management. Kevin Sweeney, Founder and CEO of Pacific International Bearing Sales Inc., highlights its importance:
"ISO 9001:2015 is the global benchmark for quality management systems (QMS). It provides a structured framework to ensure product consistency, operational efficiency, and customer satisfaction."
This framework emphasizes traceability, linking each bearing to its raw materials, production batch, and inspection records. Advanced tools like Coordinate Measuring Machines (CMM), laser micrometers, and profilometers are used to ensure that final dimensions and surface finishes meet precise micron-level tolerances. In specialized industries, additional standards apply - IATF 16949 is often used in automotive manufacturing, while aerospace bearings adhere to the stricter AS9100 requirements.
In-Process and Final Inspections
Quality assurance happens at every stage of production, not just at the end. For example, in January 2025, Hartford Technologies showcased a proactive approach at its Connecticut and Shanghai facilities. Their system included measuring out-of-roundness at a rate of 1,000 races per hour, verifying component presence for 2,000 bearings per hour, and using online X-ray technology to confirm ball counts - all ensuring 100% compliance. These processes adhered to both IATF 16949 and ISO 9001 standards, meeting the demands of high-volume automotive and industrial programs.
Hartford Technologies also exemplifies modern quality control through its Advanced Product Quality Planning (APQP) process. As the company explains:
"The Hartford Advanced Product Quality Planning process... embodies the concepts of defect prevention and continuous improvement, rather than defect detection."
To solidify reliability, the final quality control phase includes thorough visual and functional evaluations. Before shipment, technicians inspect raceways, external surfaces, cage wear, and internal clearance to confirm the bearings meet all specifications. Automated systems further enhance this process by integrating real-time data, rejecting any non-compliant parts before they proceed. This final inspection acts as the ultimate safeguard, ensuring that only bearings meeting exact standards are delivered to customers.
Conclusion
Bearing inspections cover every stage, from raw material analysis to final evaluations. Each method - whether it's spectroscopy or ultrasonic testing - builds upon earlier quality checks to ensure peak performance, maintaining tolerances down to the micron level. As Gauge Magazine aptly puts it:
"Precision ball bearings are the unsung heroes of modern industry, enabling everything from aerospace systems to medical devices to operate with microscopic accuracy".
After the technical inspections, bearings are customized to meet the unique demands of various industries. In the automotive sector, for instance, bearing failures can lead to major safety issues like steering problems or unexpected breakdowns, making thorough inspections a must. In aerospace applications, bearings must endure extreme conditions like high G-forces and extreme temperatures without compromising their integrity. Meanwhile, industrial machinery, often running at speeds of up to 10,000 RPM, relies on bearings that can maintain precise dimensions even under continuous, high-speed operation.
Enhancing the surface finish of bearings can significantly extend their lifespan, potentially doubling their service life while reducing downtime and maintenance expenses. Compliance with standards such as ISO 9001:2015, IATF 16949, and AS9100 ensures manufacturers deliver consistent quality and maintain the traceability required to compete in global markets.
Ultimately, these inspections benefit both manufacturers and end-users. Manufacturers see fewer defective products and greater operational efficiency, while consumers receive components that are more reliable and longer-lasting. This integrated approach ensures that every phase of inspection contributes to a system of quality that supports the performance and reliability of high-precision bearings.
FAQs
Which bearing inspections are most critical for preventing early failure?
The key inspections to help avoid early bearing failure include:
- Dimensional checks: Ensuring the bearing fits correctly within its housing or assembly.
- Surface finish analysis: Checking for the right surface quality to minimize friction and wear.
- Material integrity testing: Verifying the strength and durability of the bearing material.
- Residual lubricant condition assessment: Confirming the lubricant is in good condition and sufficient for proper operation.
- Performance evaluations: Testing the bearing to ensure it functions as intended.
These inspections play a vital role in minimizing the chances of premature failure and ensuring consistent performance.
How do factories inspect internal bearing defects without cutting parts open?
Factories rely on non-destructive testing methods to identify internal bearing defects without causing any harm to the components. Techniques like ultrasonic testing, eddy current inspection, and resonance testing allow for the analysis of internal structures and the detection of flaws while keeping the parts intact.
What do ISO 9001 and IATF 16949 actually change in bearing quality control?
ISO 9001 offers a broad framework for managing quality, emphasizing process efficiency and ongoing improvement. IATF 16949 takes it a step further, layering on stricter, automotive-focused standards like advanced defect prevention and tighter supplier oversight. When combined, these standards help ensure greater accuracy and reliability in bearing quality control, aligning with the rigorous demands of the automotive industry.


